




Гибка листового металла
Компания ООО Производственный комплекс «Свет Шахтера» предлагает услуги гибки листового металла. Гибка деталей производится на немецком оборудовании TRUMABEND 850S и V130 (длиной до 3000 мм толщиной до 6,0-12 мм.), что позволяет точно и быстро придать заготовке необходимую форму, согласно КД.
Гибка – это технология холодной пластической деформации металла. Она заключается в изменении формы металлического листа путём деформации с помощью матрицы и подвижного пуансона. Гибка дает возможность производить сложные объемные изделия из металла.
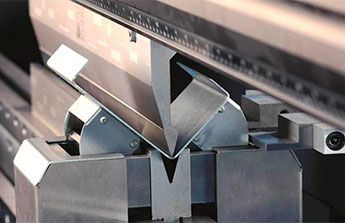
Свободная холодная (V-образная) механическая обработка заготовки является наиболее популярным и распространенным вариантом гибки металла. Обычно выполняется универсальным или специальным обрабатывающим инструментом на гидравлическом листогибочном прессе с ЧПУ. Матрица обычно размещается в нижней неподвижной части пресса, а пуансон закрепляется на подвижной рабочей балке станка. Таким образом, подвижный пуансон оказывает необходимое давление на обрабатываемый лист материала и вместе с неподвижной матрицей он производит заданные изгибы. Другими словами, верхняя часть заготовки сжимается под действием пуансона и матрицы, а нижняя часть прижимается к стенкам матрильного механизма и растягивается, снабжая таким образом необходимый угол и радиус изгиба. При гибке (пластической деформации) заготовки пуансон размещают во внутренней части уголка гибки, а на наружной стороне угла гибки - матрицу.
Процесс свободной холодной деформации обычно используется для металлических заготовок толщиной от 0,1 до 8 мм, но точный диапазон возможных толщин для конкретного изделия зависит от типа и марки металла. Также необходимо предварительно уточнить возможные радиусы изгиба.
Доступные углы гибки для используемого нами гибочного оборудования – от 24-25 0 до 170–179 0 Также можно добиться меньших углов изгиба. Для этого матрица гидравлического листогибочного пресса должна быть дополнительно оснащена инструментом для прокатки. Эта модернизация позволяет уменьшить угол изгиба до менее 24 градусов. Листовый металл толщиной от 0,1 до 1,5 мм можно сплющивать.


Технологически процесс гибки проходит в несколько этапов:
Заготовка последовательно подвергается нескольким видам воздействия:
- Упругое натяжение
- Нейтральное положение
- Пластическое натяжение
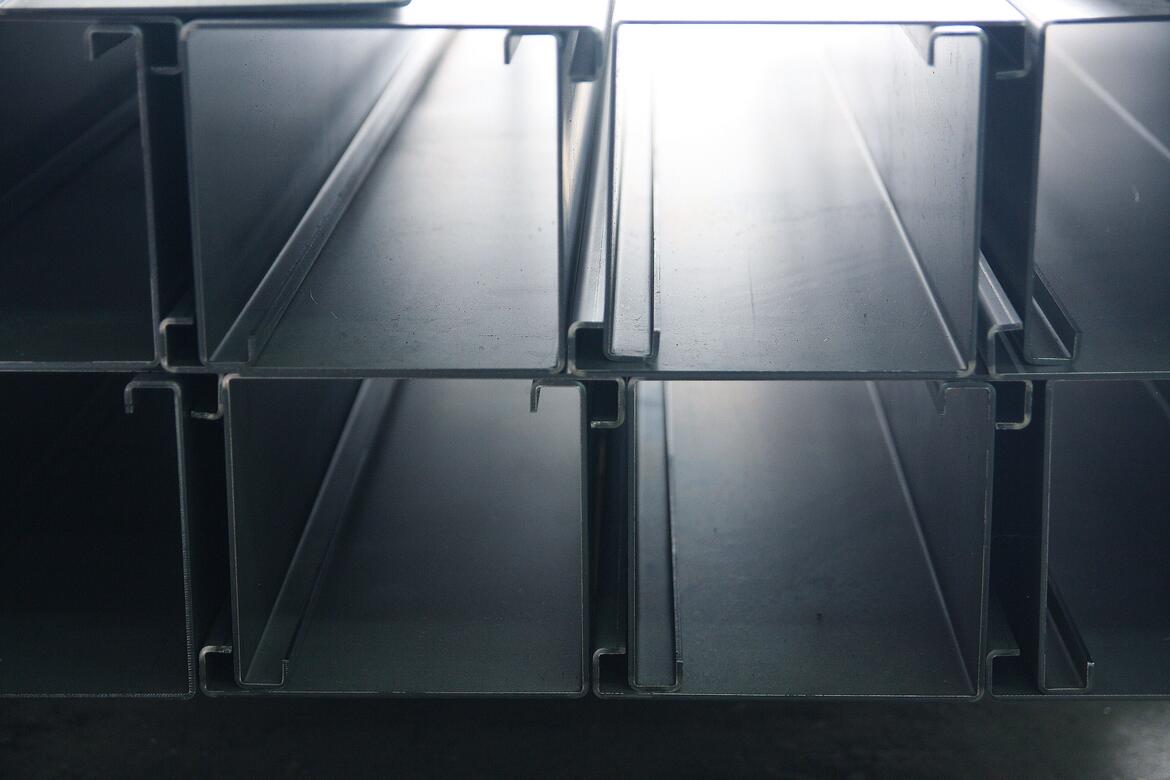
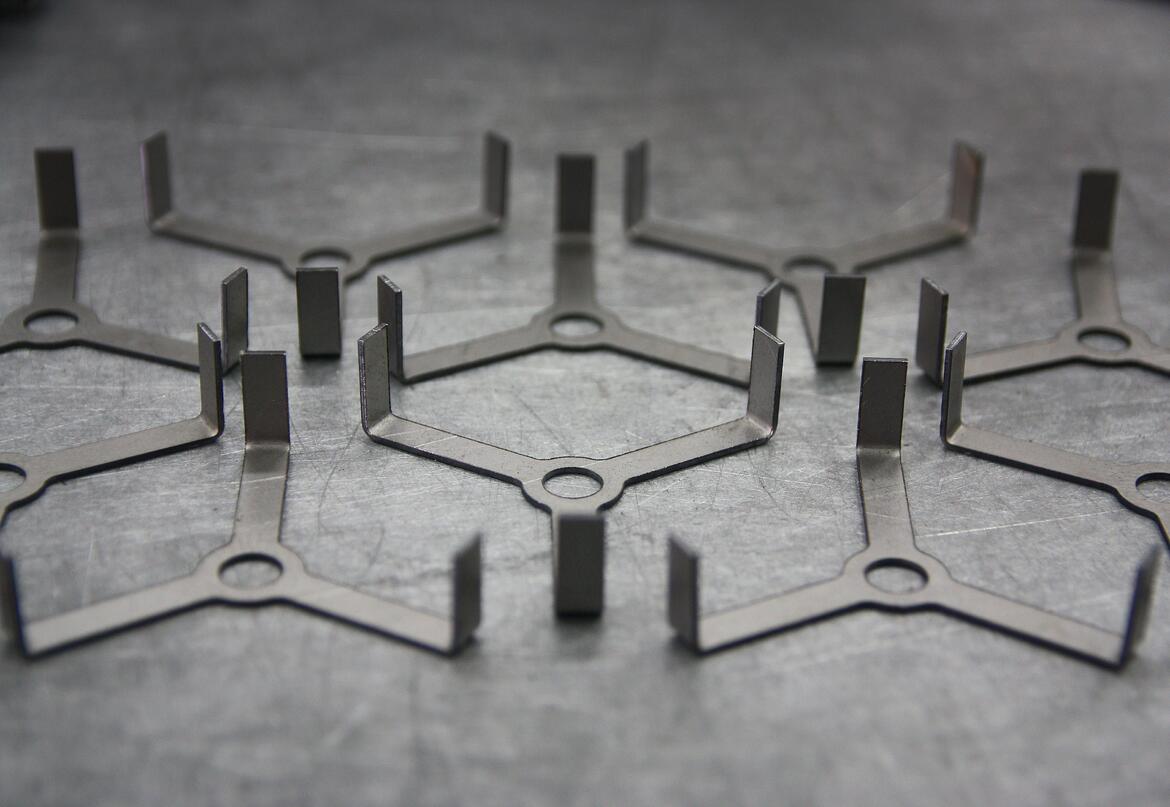
В результате неизменно получается качественная высокоточная деталь, полностью готовая к дальнейшим этапам производства конечного продукта (сварка, сборка, установка сварных и зануленных креплений, порошковая покраска и т.д.).
Этот метод обработки листового металла широко используется в:
- Машиностроение, производство деталей для авиа- и автомобилестроения, сельскохозяйственная техника
- Производство химического, медицинского и пищевого оборудования.
- Производство торгового оборудования, бытовой техники, сувенирной продукции.
- Изготовление металлической мебели, архитектурных элементов, быстровозводимых и общестроительных конструкций.
- Изготовление рекламных конструкций, крепежей.
- Изготовление инструмента и технологической оснастки
Преимущества технологии гибки металла:
- Нет необходимости в тщательной предварительной подготовке металлической поверхности.
- Гибка заменяет ненужные сварные швы, что улучшает внешний вид изделия и уменьшает потребность в постобработке.
- Металл в зоне изгиба полностью сохраняет свои физико-механические и химические свойства.
- Благодаря отсутствию термического воздействия на металл, обеспечиваемому листогибочным станком, изготовленные детали обладают высокой прочностью и долговечностью.
- Высокая скорость изготовления деталей. Необходимые результаты и форма достигаются быстро, за один цикл гибки.
- Гибка металла обеспечивает полную герметичность конечного изделия, правильно сделанные изгибы не подвержены коррозии.
- Благодаря использованию прессов с ЧПУ гнутые детали полностью отвечают требованиям ТС и чертежей. Обеспечивается отличная стабильность и повторяемость результатов.
- Данная технология обработки листового металла не требует использования технологических газов, наполнителей и других расходных материалов.

Факторы, влияющие на качество обработки металла по технологии холодного гибки :
Толщина заготовки. Для обработки толстых плит (заготовок) требуется большее усилие от гидравлического листогибочного пресса. При обработке толстых плит замедляется процесс опускания рабочей балки станка, увеличивается рабочее время инструмента (уменьшается скорость гибки), увеличивается общее время операции.
Общая длина изгиба при выполнении услуги пластической деформации. Этот фактор определяет количество и состав рабочих инструментов, используемых на гидравлическом листогибочном прессе. С увеличением длины изгиба значительно возрастает трудоемкость позиционирования заготовки в рабочей зоне гидравлического листогибочного пресса, заметно ускоряется износ рабочих инструментов, что неизбежно влечет увеличение стоимости услуги.
Общий вес детали (заготовки) . Этот немаловажный фактор влияет на продолжительность подготовительных операций, трудоемкость позиционирования заготовки в рабочей зоне гидравлического листогибочного пресса, усложняет внутрипроизводственную логистику, увеличивает общее время металлообработки.